双体船(附锻造)
双体船(附锻造)
123456789-双体船,是指在两个分离的水下船体上部用加强构架连接成一个整体的“船舶”。两个船体内各设一部主机和一个推进器。连接两个船体的强力构架称为连接桥,上设较多舱室。具有稳定性好、安全舒适和操纵灵活等优点,常用作中、小型客船和渡船,但结构复杂,摇摆周期短,中间体结构较弱。不宜远洋航行。有两个以上船体的船称多体船
定义
双体船顾名思义,人们一般把由两个单船体横向固联在一起而构成的船称为双体船。
人类最早使用双体船是由于发现将两艘船横向连接在一起,可以从内河到海上航行而不容易翻船,早期曾将这种方

法用在帆船上,建造了双体帆船,这种帆船在海上可以承受较大的风浪。在此基础上,人们又发现双体船与同样吨位的单体船相比,具有更大的甲板面积和舱容,因此而被用于货船。20世纪60年代后,随着海上高速客运的迅速发展,高速双体船由于有宽大的甲板面积、空间和便于豪华装饰而被普遍看好,成为近几十年来高性能船中发展最快、应用最广、建造数量最多的一种。
典型的高速双体船由两个瘦长的单体船(称为片体)组成,上部用甲板桥连接,体内设置动力装置、电站等设备,甲板桥上部安置上层建筑,内设客舱、生活设施等。高速双体船由于把单一船体分成两个片体,使每个片体更瘦长,从而减小了兴波阻力,使其具有较高的航速,其航速已普遍达到35-40节;由于双体船的宽度比单体船大得多,其稳定性明显优于单体船,且具有承受较大风浪的能力;双体船不仅具有良好的操纵性,而且还具有阻力峰不明显、装载量大等特点,因而被世界各国广泛应用于军用和民用船舶。
双体船优缺点
1 稳性好。为了追求快速性能,现代军舰基本都是细长的,长宽比7:1,甚至9:1。船倾斜后的回复力矩和水线面的惯性矩有关,简单来说细长的船体横摇时回复力矩小,很容易左右摇晃。但是双体船船体分为左右两个,横摇时回复力矩是同样排水量的单体船的若干倍。就好比一个扁担和一块木板扔在水面上,扁担能左右晃不停而木板很稳。稳定性对于舰船而言,当然是十分重要的。横摇的厉害,舰炮就打不准。除了舰炮之外,雷达,声纳等很多设备工作也要求船体平稳。
2 甲板开阔,方便布置。军舰上的东西多,雷达天线等等打架抢位置是很正常的,尤其是现在开始流行带直升机,还要挤地方放停机坪。双体船在这方面有明显优势,甲板面积比同排水量的单体船大出许多,船上设备的布置方便许多。
3 隐身性能好。主机排烟口是十分明显的红外辐射源,有隐身性要求的军舰要在烟囱上装隐蔽装置-价格不菲呢。双体船可以把排烟口放在连接桥下,利用两侧船体挡住红外辐射。
4 双体船的一个分支-小水线面双体船(swath)是一种不错的高速船型,最典型的是022导弹艇。
双体船的缺点:
1 船体自重高,排水量有瓶颈。海上无风三尺浪,单体船左右舷浮力都会有差异,双体船左右两个船体受到的浮力肯定不会一样,在连接桥处就会产生应力和力矩。 力矩=力x距离, 双体船比单体船宽的多,应力的力矩自然比单体船大的多。为了保证同等海况下船体不至于扭曲变形or解体,双体船就必须设计更强的结构,占用更多的船体重量,牺牲的是载重量。以目前技术而言,五千吨大概是钢质双体船的排水量上限。
2造价极高,由于结构强度要求高,材料规格比一般军舰还要好,美国的第一艘独立级濒海战斗舰造价7亿美元,要知道我军同级别的054A不过才3亿美元。
发展迅速船体各异
为进一步改善高速双体船的综合性能,人们在高速双体船的基础上派生了若干新型的双体船型,主要著名的有小水线面双体船和穿浪双体船等。
所谓小水线面双体船,是由潜没于水中的鱼雷状下体、高于水面的平台(上体)和穿越水面联接上下体的支柱三部分组成,其优点在于水线面面积较小,受波浪干扰力较小,在波浪中具有优越的耐波性。另外,还具有宽阔的甲板面和充裕的使用空间。但也存在船体结构复杂,对重量分布较为敏感等问题。美国小水线面双体船发展大致经历了三个阶段:第一阶段创立了小水线面双体船新概念,在线型、流体、结构、耐波性、操纵性等基础理论与研究试验方面取得了一系列成果,并拥有相当的技术储备;第二阶段,在1990年至1995年,坚持军民结合,向实用化、大型化、高速化、多功能和隐身化方面发展,其技术日益成熟;第三阶段是1995年以后,建成并正在建造一批技术更加先进的实用型小水线面船,且已出现第二代新型号。1997年,美国建造了“司莱斯”号小水线面四体四支柱船,在五级海情下可保持30节的高速,代表了新一代小水线面船型。近年来,国外许多有关的研究机构对小水线面双体船在军事上的应用前景做了专门的分析论证。北约组织对高性能船长期规划探讨后认为,小水线面双体船最适用于3000吨-6000吨左右的反潜护卫舰、6000吨-12000吨左右的护航航空母舰和12000吨-24000吨左右的小型航空母舰。此外,还可用于其他1500吨-3000吨左右的海洋作战舰船。
而穿浪双体船型是吸收常规双体船高速低耗、小水线面船优良耐波性的优点设计的一种新的复合船型,它由左右两个瘦长的主船体、中央船体和上层建筑组成。两个瘦长主船体的舷部非常尖,因而其脯部的贮备浮力很少,加上特殊的船体线型,使船在波浪中航行时能平滑地切人波浪作穿浪运动,使船体的横摇、垂荡和纵摇都大大小于常规船型;在中央船体还有一个中央船艏,静水或小风浪时离开水面,在恶劣海况,特别是有较大随浪的情况下,它能提供足够的贮备浮力,避免出现埋舶现象;中央船体距水面较高,有效地减少了甲板上浪的次数,甲板面宽敞,便于总体布置。由于穿浪型船的上述特点,使其具备了阻力较小、运动响应少,具有较好的快速性、优良的耐波性和在波浪中失速小等优点。从实验船验证情况看,穿浪船还具有良好的操纵性,在全速航行时,回转直径只有2-4倍船长,惯性距离只有1.5-2倍船长,总体性能优于其他高性能船型。澳大利亚在穿浪型船的研制和应用方面走在各国的前列,率先应用于高速车客渡船,从1985年至今,已建造船长为25米、37米、45米、74米、101米等系列型号的30多艘穿浪船,营运于欧洲、美洲、亚洲和大洋洲等海域。随着穿浪船技术的不断成熟,在军事领域的应用得到了重视。美国海军、陆军、海军陆战队及特种作战司令部和海岸警备队成立了联合试验小组,探索以高速、远距离投送大量部队装备为目标的海运新手段,穿浪型船以高航速、大承载量、优良的适航胜能及载运方式的灵活性,被联合试验小组选用作为试验艇型。美军从澳大利亚租借了两艘商用穿浪型船,长96米的“HSV-Xl”号和长101米的“西太平洋快递”号。从现在的资料来看,美军将会对两艇进行适应改装,使其满足运载武装人员和重型装备的要求,改装后能一次运送400-500名武装人员及一部分Ml主战坦克等重型武器装备,货运能力达600吨,还将设直升机甲板,可以搭载SH-60、CH-46等型号的直升机。改装完成后,一个陆战队整营的人员和装备从日本本岛到冲绳之间的运送只需24小时就能完成,比空运的时间还大大缩短。
发展趋势
双体船为满足使用要求大都在逐步向大型化发展,并为改善快速性和耐波性尝试向复合船型发展。其中,小水线面船型将从双体演化成单体或三体、四体、五体等。为提高双体船在高海况下的航行能力,各国的研究方向大都集中在开发超细长体双体船的系统技术、优化线形设计和采用大功率喷水推进系统等方面。

双体船下水试航
1969年,荷兰建成第一艘半潜小水线面双体船“道格拉斯”号,排水量1200吨,航速9节。1973年,美国建成“卡玛林诺”号小水线面试验工作船,排水量约200吨,可携带直升机。
世界上已建成10余艘半潜小水线面双体船,用于水文调查、海洋工程作业、渔业或客运等,排水量由20余吨到3000余吨,航速9~30节。不少国家正在积极研究或设计小水线面战斗舰艇,从数百吨的巡逻艇到数千吨的驱逐舰,乃至数万吨的航空母舰等。
双体帆船
和单体帆船相比,双体帆船的速度较快。帆船除了在各类体育赛事中普遍可见,用于家庭度假、休闲娱乐、商务交际的巡航双体帆船在欧美非常风靡盛行,这类双体船在中国也开始流行起来,在各大主要游艇港口都到处可见。
这类双体船的设计通常考虑到家庭使用的方便性,装潢也体现出家庭氛围的温馨舒适性,适合于家庭出航休闲度假、放松身心的选择。装潢考究、豪华的双体船,也可以说是豪华游艇,一般被大型企业集团的老总或私人老板购买用于商务会议、公司聚会、小型Party等。
动力双体船
双体船设计的一个最新发展是动力双体船, “动力”型双体船荟萃了机动船的所有优

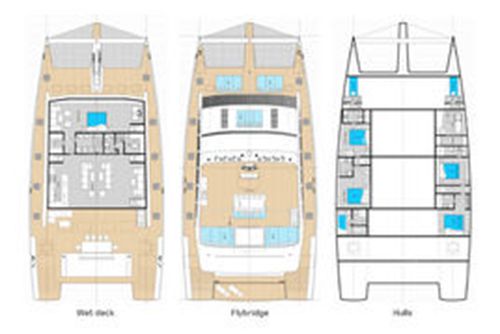
Leopard 47 PowerCat 动力双体船
点,并融合了多体船的很多特点。
通常,动力双体船没有任何航海仪器,如图所示。动力双体船使用两个瘦长的船体,多数配合涡轮喷气发动机的推动,以喷射水流的方式,把水快速推向船后,根据牛顿第三定律,可获得巨大的向前推进力(反作用力),比采用普通的螺旋桨推动更快速,而在高速时,瘦长船身的阻力更会大幅的降低。
高速双体船和双体风帆一样,拥有较为稳定,水阻少,较轻,不易翻船等优点。是发展较快的一种,经常被应用在渡轮及军事运输上。
由于双体船的船体较长,在高速行驶时兴波阻力比单体小,而且舰宽较阔亦较为稳定。用以运载低密度的货物(例如作渡轮、观光船)十分合适。
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
钢的开始再结晶温度约
无锡透平叶片最大打击力3.55万吨螺旋压力机
无锡透平叶片最大打击力3.55万吨螺旋压力机
为727℃,但普遍采用800℃作为划分线,高于800℃的是热锻;在300~800℃之间称为温锻或半热锻,在室温下进行锻造的称为冷锻。用于大多数行业的锻件都是热锻,温锻和冷锻主要用于汽车、通用机械等零件的锻造,温锻和冷锻可以有效的节材。
上面提到,根据锻造温度,可以分为热锻、温锻和冷锻。
根据成形机理,锻造可分为自由锻、模锻、碾环、特殊锻造
1、自由锻。指用简单的通用性工具,或在锻造设备的上、下砧铁之间直接对坯料施加外力,使坯料产生变形而获得所需的几何形状及内部质量的锻件的加工方法。 采用自由锻方法生产的锻件称为 自由锻件。自由锻都是以生产批量不大的锻件为主,采用锻锤、液压机等锻造设备对坯料进行成形加工,获得合格锻件。 自由锻的基本工序包括镦粗、拔长、冲孔、切割、弯曲、扭转、错移及锻接等。自由锻采取的都是热锻方式。
2、模锻。模锻又分为开式模锻和闭式模锻.金属坯料在具有一定形状的锻模膛内受压变形而获得锻件,模锻一般用于生产重量不大、批量较大的零件。模锻可分为热模锻、温锻和冷锻。温锻和冷锻是模锻的未来发展方向,也代表了锻造技术水平的高低。
按照材料分,模锻还可分为黑色金属模锻、有色金属模锻和粉末制品成形。顾名思义,就是材料分别是碳钢等黑色金属、铜铝等有色金属和粉末冶金材料。
挤压应归属于模锻,可以分为重金属挤压和轻金属挤压。
兖矿集团150MN挤压生产线,世界最大
兖矿集团150MN挤压生产线,世界最大
闭式模锻和闭式镦锻属于模锻的两种先进工艺,由于没有飞边,材料的利用率就高。用一道工序或几道工序就可能完成复杂锻件的精加工。由于没有飞边,锻件的受力面积就减少,所需要的荷载也减少。但是,应注意不能使坯料完全受到限制,为此要严格控制坯料的体积,控制锻模的相对位置和对锻件进行测量,努力减少锻模的磨损。
3、碾环。碾环是指通过专用设备碾环机生产不同直径的环形零件,也用来生产汽车轮毂、火车车轮等轮形零件。
4、特种锻造。特种锻造包括辊锻、楔横轧、径向锻造、液态模锻等锻造方式,这些方式都比较适用于生产某些特殊形状的零件。例如,辊锻可以作为有效的预成形工艺,大幅降低后续的成形压力;楔横轧可以生产钢球、传动轴等零件;径向锻造则可以生产大型的炮筒、台阶轴等锻件。
锻模
根据锻模的运动方式,锻造又可分为摆辗、摆旋锻、辊锻、楔横轧、辗环和斜轧等方式。摆辗、摆旋锻和辗
我国首台400MN(4万吨)重型航空模锻液压机
我国首台400MN(4万吨)重型航空模锻液压机
环也可用精锻加工。为了提高材料的利用率,辊锻和横轧可用作细长材料的前道工序加工。与自由锻一样的旋转锻造也是局部成形的,它的优点是与锻件尺寸相比,锻造力较小情况下也可实现形成。包括自由锻在内的这种锻造方式,加工时材料从模具面附近向自由表面扩展,因此,很难保证精度,所以,将锻模的运动方向和旋锻工序用计算机控制,就可用较低的锻造力获得形状复杂、精度高的产品,例如生产品种多、尺寸大的汽轮机叶片等锻件。
锻造设备的模具运动与自由度是不一致的,根据下死点变形限制特点,锻造设备可分为下述四种形式:
1、限制锻造力形式:油压直接驱动滑块的油压机。
2、准冲程限制方式:油压驱动曲柄连杆机构的油压机。
3、冲程限制方式:曲柄、连杆和楔机构驱动滑块的机械式压力机。
4、能量限制方式:利用螺旋机构的螺旋和磨擦压力机。
重型航空模锻液压机进行热试
重型航空模锻液压机进行热试
为了获得高的精度应注意防止下死点处过载,控制速度和模具位置。因为这些都会对锻件公差、形状精度和锻模寿命有影响。另外,为了保持精度,还应注意调整滑块导轨间隙、保证刚度,调整下死点和利用补助传动装置等措施。
滑块
还有滑块垂直和水平运动(用于细长件的锻造、润滑冷却和高速生产的零件锻造)方式之分,利用补偿装置可以增加其它方向的运动。上述方式不同,所
顺利锻造出首个大型盘类件产品
顺利锻造出首个大型盘类件产品
需的锻造力、工序、材料的利用率、产量、尺寸公差和润滑冷却方式都不一样,这些因素也是影响自动化水平的因素。
锻造用料主要是各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金。材料的原始状态有棒料、铸锭、金属粉末和液态金属。 金属在变形前的横断面积与变形后的横断面积之比称为锻造比。正确地选择锻造比、合理的加热温度及保温时间、合理的始锻温度和终锻温度、合理的变形量及变形速度对提高产品质量、降低成本有很大关系。
一般的中小型锻件都用圆形或方形棒料作为坯料。棒料的晶粒组织和机械性能均匀、良好,形状和尺寸准确,表面质量好,便于组织批量生产。只要合理控制加热温度和变形条件,不需要大的锻造变形就能锻出性能优良的锻件。
铸锭仅用于大型锻件。铸锭是铸态组织,有较大的柱状晶和疏松的中心。因此必须通过大的塑性变形,将柱状晶破碎为细晶粒,将疏松压实,才能获得优良的金属组织和机械性能。
经压制和烧结成的粉末冶金预制坯,在热态下经无飞边模锻可制成粉末锻件。锻件粉末接近于一般模锻件的密度,具有良好的机械性能,并且精度高,可减少后续的切削加工。粉末锻件内部组织均匀,没有偏析,可用于制造小型齿轮等工件。但粉末的价格远高于一般棒材的价格,在生产中的应用受到一定限制。
对浇注在模膛的液态金属施加静压力,使其在压力作用下凝固、结晶、流动、塑性变形和成形,就可获得所需形状和性能的模锻件。液态金属模锻是介于压铸和模锻间的成形方法,特别适用于一般模锻难于成形的复杂薄壁件。
锻造用料除了通常的材料,如各种成分的碳素钢和合金钢,其次是铝、镁、铜、钛等及其合金之外,铁基高温合金,镍基高温合金,钴基高温合金的变形合金也采用锻造或轧制方式完成,只是这些合金由于其塑性区相对较窄,所以锻造难度会相对较大,不同材料的加热温度,开锻温度与终锻温度都有严格的要求。
不同的锻造方法有不同的流程,其中以热模锻的工艺流程最长,一般顺序为:锻坯下料;锻坯加热;辊锻备坯;模锻成形;切边;冲孔;矫正;中间检验,检验锻件的尺寸和表面缺陷;锻件热处理,用以消除锻造应力,改善金属切削性能;清理,主要是去除表面氧化皮;矫正;检查,一般锻件要经过外观和硬度检查,重要锻件还要经过化学成分分析、机械性能、残余应力等检验和无损探伤。
与铸件相比,金属经过锻造加工后能改善其组织结构和力学性能。铸造组织经过锻造方法热加工变形后由于金属的变形和再结晶,使原来的粗大枝晶和柱状晶粒变为晶粒较细、大小均匀的等轴再结晶组织,使钢锭内原有的偏析、疏松、气孔、夹渣等压实和焊合,其组织变得更加紧密,提高了金属的塑性和力学性能。
铸件的力学性能低于同材质的锻件力学性能。此外,锻造加工能保证金属纤维组织的连续性,使锻件的纤维组织与锻件外形保持一致,金属流线完整,可保证零件具有良好的力学性能与长的使用寿命采用精密模锻、冷挤压、温挤压等工艺生产的锻件,都是铸件所无法比拟的
锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。在零部件的现实使用中,一个正确的设计能使颗粒流在主压力的方向。铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经落砂、清理和后处理等,所得到的具有一定形状,尺寸和性能的物件。
锻造过程应注意的地方
1.锻造加工过程包括:将材料切割成所需尺寸、加热、锻造、热处理、清理和检验。在小型人工锻造中,所有这些操作都由数名锻工上手和下手在狭小场所内进行。他们都暴露于相同的有害环境和职业性危害中;在大型锻造车间,危害随工作岗位的不同而各异。
工作条件 尽管工作条件因锻造形式不同而各异,但具有某些共同特点:中等强度的体力劳动,干热的小气候环境,产生噪声和振动,空气受烟雾污染。
2.工人们同时暴露于高温空气和热辐射下,导致热量在体内积累,热量加上代谢的热量,会造成散热失调和病理变化。8小时劳动的排汗量将随小气体环境、体力消耗以及热适应性程度的不同而异一般在1.5~5升之间,或甚至更高。在较小锻造车间或离热源较远处,贝哈二氏热应激指数通常为55~95;但在大型锻造车间,靠近加热炉或落锤机的工作点可能高达150~190。易引起缺盐和热痉挛。在寒冷季节,暴露于小气候环境的变化中可能在一定程度上促进其适应性,但迅速而过于频繁的变化,可能构成对健康的危害。
大气污染:作场所的空气中可能含有烟尘、一氧化碳、二氧化碳、二氧化硫,或者还含有丙烯醛,其浓度取决于加热炉燃料的种类和所含杂质,以及燃烧效率、气流和通风状况。
噪声和振动:型锻锤必然会产生低频率噪声和振动,但也可能有一定的高频成分,其声压级在95~115分贝之间。工作人员暴露于锻造振动中,可能造成气质性和功能性失调,会降低工作能力和影响安全。

(双体船(附锻造))宝,都看到这里了你确定不收藏一下??